SLS用樹脂材料の取り扱いⅠ(粉末樹脂材料補充時のひと工夫)
本記事の内容が当てはまる造形方式
- SLS
SLS方式の3Dプリンターは耐久性のある造形物を製作できるため、高機能試作や最終製品の製造に適しています。しかし一方で、造形時の粉体樹脂の扱いには苦労されている方も多くいるのではないでしょうか。今回からSLS用樹脂材料の取り扱いをシリーズでご紹介したいと思います。第1回目は、粉末樹脂材料補充時のひと工夫です。
- 材料補充時は効率が悪く注意が必要
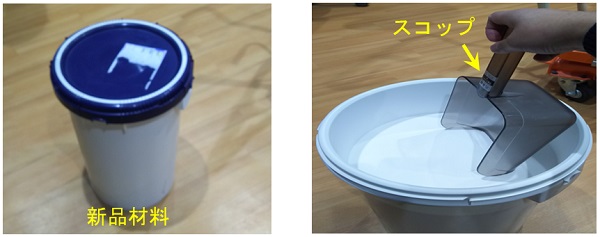
新品材料の納入状態によりますが、バケツの中に直接材料が入っている場合は、輸送時の振動で材料が凝集していてスコップが材料の中に入っていかない事があります。少しずつ材料をすくって補充しなければならないので、時間が掛かってしまいます。また無理やりスコップを入れてしまうとスコップが折れて破損してしまう事もあります。
- 補充前にちょっとした工夫を!
下図のようにバケツを2~3回、転がしたり上下に回転させます。
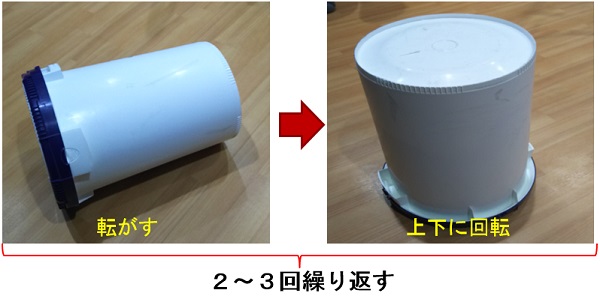
転がしたり回転させる事により、凝集がなくなりスコップもスムーズに材料の中に入っていくので、一度にたくさんの材料をすくう事ができ、時間を短縮する事ができます。
※バケツを回転させる時は、蓋がしっかり閉まっている事を確認してから行ってください。

(中川 幸喜)




| タイトル | |
|---|---|
| 1位 | 3Dデータ① ~STLファイルへの変換は片道通行~ |
| 2位 | 造形する時に発生する "ヒゲ" をやっつけろ! |
| 3位 | 3Dモデルは必ず中央公差にて設計すること |
| 4位 | 磨けば光って透明に |
| 5位 | ポリアミド(PA)とは |
| 掲載日時 | タイトル |
|---|---|
| 2017.05.19 | SLS用樹脂材料の取り扱いⅡ(材料の保管方法) |
| 2017.05.10 | SLS用樹脂材料の取り扱いⅠ(粉末樹脂材料補充時のひと工夫) |
| 2017.04.07 | ULTEM™(ウルテム™)とは |
| 2017.02.23 | 3Dプリンターで造形した仮型で試作するコツとは? |
| 2016.11.29 | PE(ポリエチレン)を造形したいけれど・・・材料は? |
| 2016.10.17 | FDMサポート材の種類と特長 |
| 2016.09.21 | ポリプロピレン(PP)とは |
| 2016.07.04 | ポリアミド(PA)とは |
| 2016.04.14 | 造形方式による曲面の再現性の違い |
| 2016.03.08 | ABS樹脂の特徴と注意点 |
| 掲載日時 | タイトル |
|---|---|
| 2017.06.12 | 3Dデータ③ ~バッドエッジの防止にはCAD上でひと手間~ |
| 2017.03.22 | 3Dデータ② ~STLへの変換後は必ずビューアーでチェック~ |
| 2017.01.10 | FDM(エントリー)機での造形サンプルの反りを設計で緩和しよう |
| 2016.12.12 | ブレークアウェイ方式のサポート材は除去時の苦労を考慮して造形しよう |
| 2016.11.15 | 「シェル」について理解しよう。(其の弐) |
| 2016.11.11 | 「シェル」について理解しよう。(其の壱) |
| 2016.11.01 | 大きなサイズ(大物部品)の造形 |
| 2016.10.24 | 3Dデータ① ~STLファイルへの変換は片道通行~ |
| 2016.08.22 | 角(かど)をシャープに造形するには。 |
| 2016.08.08 | 3Dプリンターを使った試作 形状確認 |
| 2016.08.01 | 3Dプリンターならではの形状(ちょうつがい) |
| 2016.07.11 | 造形コストを抑えるポイント |
| 2016.06.27 | エントリークラスFDM機に適した形状設計〜その2〜 |
| 2016.06.20 | FDM(エントリー機)を稼動させる前の準備運動は重要! |
| 2016.06.13 | サポートの有無で生じる段差は形状変更や姿勢変更で解決 |
| 2016.06.06 | スペック表を見るポイント① ~分解能(積層ピッチ)と精度の話~ |
| 2016.03.28 | モデルの中空化と抜き穴で、造形時間短縮&品質向上 |
| 2016.03.22 | 造形コストを抑える設計のポイント マテリアルジェッティング編 |
| 2016.03.08 | エントリークラスFDM機に適した形状設計〜その1〜 |
| 2016.02.19 | 精度を出したい輪郭は真上に向けて一筆書き! |
| 掲載日時 | タイトル |
|---|---|
| 2017.04.28 | 「シェル」について理解しよう。(其の参) |
| 2017.03.10 | Solubleサポートで形状にひと工夫 |
| 2017.03.02 | 簡単きれい。マテリアルジェッティングのひみつ。 その1 |
| 2017.01.31 | カラー造形について |
| 2017.01.23 | 造形物の面の滑らかさだけで、積層ピッチを決めていませんか? |
| 2017.01.10 | FDM(エントリー)機での造形サンプルの反りを設計で緩和しよう |
| 2016.12.12 | ブレークアウェイ方式のサポート材は除去時の苦労を考慮して造形しよう |
| 2016.10.17 | FDMサポート材の種類と特長 |
| 2016.09.26 | ASAのススメ |
| 2016.09.05 | FDMの充填構造に着目してコストダウン! |
| 2016.08.29 | 造形コストを抑えるポイント(FDM) |
| 2016.07.25 | 3DデータのSTL化の精度の造形物の違い |
| 2016.07.19 | SLSの長物造形で反りを軽減する方法 |
| 2016.07.11 | 造形コストを抑えるポイント |
| 2016.06.20 | FDM(エントリー機)を稼動させる前の準備運動は重要! |
| 2016.06.13 | サポートの有無で生じる段差は形状変更や姿勢変更で解決 |
| 2016.05.30 | 肉厚と造形線幅のマッチングで強度低下を防ぐ |
| 2016.05.23 | 磨けば光って透明に |
| 2016.05.16 | 造形方向によるモデルの強度 |
| 2016.04.04 | サポート材の付着面をコントロールして見た目をきれいに |